
胶料在压出段中的流动有哪几种?
由于机头和口型压力的存在及螺杆在机筒间的转动作用,胶料在压出段中的流动可分为三个方向的流动:一是在螺纹槽内垂直于螺纹线方向的流动;二是在螺纹槽内平行于螺纹线方向的流动;三是在螺纹凸棱与机筒内壁之间平行于螺杆轴方向的流动。具体可包括以下四种流动形式。
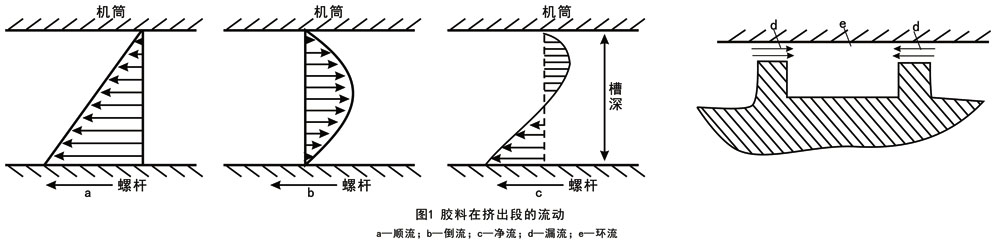
①正流(称顺流或推进流)正流是胶料沿着螺纹槽向机头方向的流动,这是由于螺杆的旋转推挤作用而产生的。这种流动对半成品的挤出速度是有利的。由于胶料与机筒(内壁粗糙)之间的摩擦力,正流的速度分布是机筒处最大,而螺杆表面处最小(接近零),如图1中a所示。
②逆流(称压力流或倒流)逆流是指胶料在螺槽中与正流方向相反的流动,这是机头和口型对胶料的阻力所造成的。由于胶料呈黏流态,流动时有“粘壁现象”,所以逆流在螺槽深度方向上的流速分布为凸形,如图1中b所示。逆流对半成品的挤出速度是不利的,但却有利于提高胶料的致密性。
正流和逆流合成为净流,其速度分布如图1中c所示。由于机头和口型对胶料的阻力从机头至加料口逐渐下降,因而逆流也从机头到加料口逐渐变小。
③横流(称环流)横流是指胶料在螺纹槽中沿着垂直于螺旋线方向的旋转流动,是螺杆对胶料推挤作用的另一种流动形式,如图1中e所示。横流对挤出速度没有影响,但对胶料的混合、热交换及胶料均匀塑化起着重要作用。
④漏流漏流是指胶料在螺杆凸棱与机筒内壁间隙中沿着螺杆轴向后的流动,是机头和口型对胶料的阻力所产生的一种压力逆流,如图1中d所示。漏流对挤出速度是有害的,但因螺杆与机筒内壁间隙很小,因此漏流的流量很小,对实际中的挤出速度影响较小。
胶料在挤出段中的流动,是上述四种流动形式的综合。它们既不会有真正的逆流,也不会有完全封闭形的横梳,而是以螺旋形的轨迹在螺纹槽中向前移动。螺纹槽中胶料各点的线速度大小和方向是不同的,因而各点的变形大小也不相同,所以胶料在挤出机中是不断受到剪切、混合和挤压作用的。
上一篇:什么是挤出?有何特点?
下一篇:压延的工艺条件是什么?
