
什么是压片?有哪些方法?
压片是将热炼好的胶料用压延机辊筒等速压制成一定规格[厚度(通常3mm以下)和宽度]、表面光滑的胶片。胶片应表面光滑、无气泡、不皱缩、厚度一致。
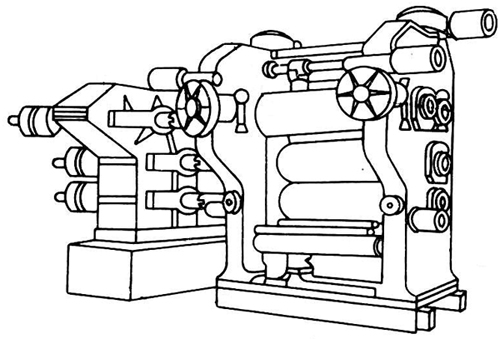
压片通常是在三辊压延机和四辊压延机上进行,如上图所示。三辊压延机压片时,上、中辊间供胶,中、下辊出胶片;压片工艺方法可分为中、下辊间有积胶和无积胶两种方法。中、下辊间有积胶时,可使压延胶片表面光滑,内部气泡减少,胶片致密,但会增大压延效应,多用合成橡胶;中、下辊间无积胶时则相反,多用于天然橡胶。对于规格要求高的半成品,可采用四辊压延机压片,它比三辊压延机压片多通过一次辊距,压延时间增加,松弛时间较长,收缩相应减小,从而使胶片厚薄的精度和均匀性提高。
辊温、辊速、生胶的种类、胶料的可塑度和含胶率等决定了胶片的质量。辊温太低,会降低胶料的流动性,使半成品表面粗糙,收缩率增加;辊温升高,胶料的流动性好,半成品收缩率低,表面光滑;辊温太高,胶片易产生气泡和焦烧现象。所以控制压延机辊温是保证胶片质量的关键,辊温与生胶种类、可塑度的大小和配方的含胶率等有关。一般情况下,胶料的含胶率越高,可塑度越低,胶料的弹性越大,半成品的收缩率越大,辊温适当提高,可改善胶片的质量;反之则相反。辊速快,生产效率高,半成品的收缩率也大,但要考虑胶料的含胶率和可塑度的大小。
您身边的橡胶助剂专家——东莞欧文新材料,随时为您解答技术方面难题
上一篇:什么是正硫化、正硫化时间有哪些?
下一篇:弹性体与橡胶之间关系是什么?
