
什么是擦胶?有哪些方法?
擦胶是利用压延机两个速度不同的辊筒之间产生的剪切力将胶料挤擦入纺织物组织的缝隙中的压延挂胶工艺。擦胶法挂胶的特点是增加胶料与纺织物的附着力,速比愈大胶料渗透性愈好,但也存在对纺织物损伤程度大的缺陷。因此生产中主要用于轮胎、胶管、胶带等制品所用帆布或细布的挂胶。
通常,采用三辊压延机进行单面擦胶,上、中辊供胶,中、下辊擦胶。擦胶工艺方法按中辊是否包胶分有中辊包胶法和中辊不包胶法两种。
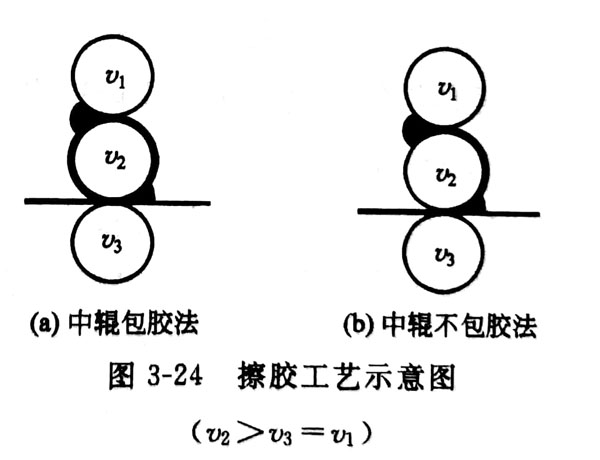
①中辊包胶法中辊包胶法(又称薄擦或包擦法),是当纺织物进入中、下辊筒缝隙时,部分胶料被擦入纺织物中,余胶仍包在中辊上(包辊胶厚度:细布为1.5~2.0mm,帆布为2.0~3.0mm),如图3-24(a)(a)中辊包胶法(b)中辊不包胶法所示。此法挂胶量小而且基本图3-24擦胶工艺示意图稳定,成品耐屈挠性较差;纺(v2>v3=v)织物所受的挤压力小,胶料渗人布层较浅,附着力较低,胶布表面不光滑。这种方法主要适用于薄细帆布和平纹细布的压延,要求胶料必须有良好的包辊性,为了帮助胶料包辊也可在辊筒表面涂刷松香酒精液或牛皮胶水溶液、沥青古马隆汽油溶液等增黏剂、促进剂的使用。
②中辊不包胶法中辊不包胶法又称厚擦或光擦法,是当纺织物通过中、下辊缝隙时,胶料全部擦入纺织物中,中辊不再全包胶,只是半圆周包胶,如图3-24(b)所示。此法所得胶层较厚可提高成品耐屈挠性能,表面光滑,且挤压力大,附着力较高,但用胶量较多,易将纺织物压破。这种方法主要适用于厚度较大的帆布挂胶。
三辊压延机只能进行一次单面擦胶,纺织物擦胶需分两次方能完成作业。可利用两台三辊压延机一次进行两面擦胶。
擦胶也可与贴胶相结合,先进行第一面贴胶,再进行第二面擦胶,特别对帘布第一面贴胶可将帘线位置固定,再进行第二面擦胶。
上一篇:一般制品硫化条件如何确定?
下一篇:如何设计高弹性橡胶的配方?
