
CPU的加工
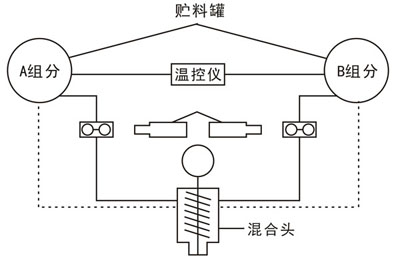
图3-6 RIM机的结构示意图
CPU的制备是以液料注入模具经硫化而得最终制品的,浇注方法有以下几种。
(1)手工浇注 手工浇注适于生产批量小、品种多的零星制品。手工浇注时,浇注料可现配现用。当采用压缩模制法时,液料充满模腔后,不能立即合模升压,必须停留段时间,使胶料适当凝胶化,停留时间的最后时刻称为“凝胶点”,物料达到凝胶点的特征是表面变硬,无黏性但可发生塑性变形。在凝胶点前加压,物料流动性大,外溢较多,难以保持模具内部压力,气泡难以逸出;在凝胶点后加压,因物料发生交联,弹性大易造成表面破裂,影响制品质量。凝胶点的长短与扩链剂的类型及催化剂用量有关,常用的催化剂是二月桂酸二丁基锡。
(2)机械浇注 具有浇注功能的机械称为浇注机。该机配备自动计量泵和混合器,浇注时液料经过混合器的浇口直接注入模具中,也可将液料先排放到适当的容器中,然后再用手工浇注到远离浇注机的模具中。现以美国 AMPIAN公司的Ⅳ型浇注机为例,该机的工艺过程是把预聚物脱气后再与经活塞泵严格计量的扩链剂MOCA同时输说明其工艺流程送到混合器中混合均匀,混合器的转子转速为2850/min,可连续或间断运转,并可使混合和注射动作同时进行,该机的浇注量达6.5kg/min,液料由混合器注入密闭模具中经硫化即得制品。对于一些形状复杂或不允许胶中夹有气泡的制品,可将模具置于真空室中,边抽真空边浇注,这种方法称为真空浇注。也可将模具置于离心机上,使模具随离心机转动,浇注时液料在离心力的作用下沉积于模腔中,这种方法称为离心浇注,离心浇注适于制备薄片状或带增强材料的制品。(橡胶促进剂-欧文新材料)
(3)RIM工艺 RIM工艺最初是用于生产各种软质、半硬质和硬质聚氨酯泡沫塑料,这种RIM机的混合头是采用高压液流碰撞原理实现两组分的均匀混合。后来为适用微孔PU的生产(例如生产聚氨酯鞋),混合头改成借助高速旋转的螺杆(转速为18000r·min1)实施混合,目前这种结构的RIM机已开始用于普通CPU的生产。这种RM机由贮料系统、计量系统和混合头3个结构单元构成。贮料系统由带有搅拌器和外加热套的圆罐构成;计量系统由能精确计量的齿轮泵或柱塞泵构成;混合头装有可随时更换的螺杆,螺杆既能高速旋转也能前后移动将物料注入模具中。RIM机的结构如图3-6所示。A组分液料和B组分液料经计量泵精确计量输入混合头中,经螺杆混合后迅速注入模具中。与普通浇注机浇注相比,RIM工艺具有自动化程度高、节能和生产效率高等优点,又因采用半预聚物法原理,产品质量也高。
