
一个完整的硫化体系主要由硫化剂、活化剂、促进剂所组成。硫化反应是一个多元组分参与的复杂的化学反应过程。它包含橡胶分子与硫化剂及其他配合剂之间发生的一系列化学反应。在形成网状结构时伴随着发生各种副反应。其中,橡胶与硫黄的反应占主导地位,它是形成空间网络的基本反应。
硫化过程可分为三个阶段:第一阶段为诱导阶段。在这个阶段中,先是硫黄、促进剂活化剂的相互作用,使氧化锌在胶料中溶解度增加,活化促进剂,使促进剂与硫黄之间反应生成一种活性更大的中间产物;然后进一步引发橡胶分子链,产生可交联的橡胶大分子自由基(或离子)。第二阶段为交联反应,即可交联的自由基(或离子)与橡胶分子链产生反应,生成交联键。第三阶段为网络形成阶段,此阶段的前期,交联反应已趋完成,初始形成的交联键发生短化、重排和裂解反应,最后网络趋于稳定,获得网络相对稳定的硫化胶。
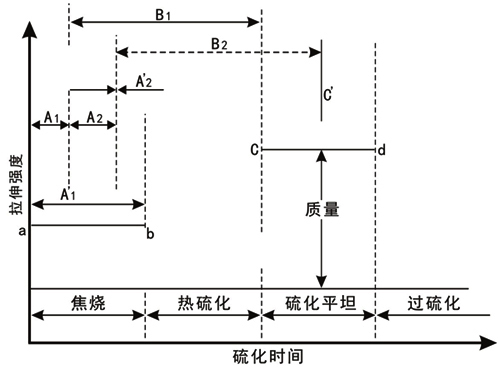
图2-13 硫化历程图
在硫化过程中,橡胶的各种性能随硫化时间而变化。将橡胶的某一种性能的变化与硫化时间作曲线图,即得硫化历程图。从图2-13可以看出,天然橡胶在硫化过程中,拉伸强度、回弹性、伸长率和溶胀性能都是按照出现极大值或极小值的动力学曲线而变化的。而对于带有乙烯侧基的丁苯橡胶、丁腈橡胶等,在硫化过程中也有类似的变化,只不过在较长的硫化时间内,各种性能的变化较为平坦,曲线出现的极大或极小值不甚明显。在工艺加工中正确掌握这种变化规律,以控制橡胶的性能是非常重要的。在硫化过程中,胶料各种性能变化的转折时间,主要决定于生胶的性质、硫化条件、配合剂尤其是硫化体系配合剂的性质和用量。因此,研究硫化过程对于研究硫化配合剂和正确掌握配方技术极有裨益,通常,多采用橡胶的某一项物性随硫化时间的变化曲线,来表征硫化的历程和胶料性能变化的规律。如图2-13是用拉伸强度与硫化时间的变化关系曲线来描述整个硫化历程的,故称为硫化历程图。图2-13中曲线的前半部是由门尼焦烧曲线作成,后半部是由拉伸强度曲线作成,两部分曲线构成一个完整的硫化历程。通过对图2-13的分析,橡胶的硫化历程可分为三个阶段,第一阶段是硫化进行期,它包括硫化诱导期(也称焦烧时间)和热硫化时间两个小阶段;第二阶段是硫化平坦期;第三阶段是过硫化期。
(1)硫化诱导期
为图2-13中的ab段。硫化诱导期系指正式硫化开始前的时间。即胶料放入模内随着温度上升开始变软,黏度下降,尔后达到一个最低值,由于继续受热,胶料开始硫化,从胶料放入模内至岀现轻度硫化的整个过程所需要的时间称为硫化诱导期,通常称作焦烧时间。从此阶段的终点起,胶料开始发硬并丧失流动性,因此焦烧时间也可看作是胶料的定型时间。焦烧时间的长短是衡量胶料在硫化前的各加工过程,如混炼、压延、压出或注射等过程中,受热的作用发生早期硫化(即焦烧)现象难易的尺度。该时间越长,越不容易发生焦烧,胶料的操作安全性越好。而焦烧时间的长短则主要取决于配方中的硫化体系,尤其是促进剂的品种和用量。胶料的实际焦烧时间,包括操作焦烧时间A1和剩余焦烧时间A2两部分。操作焦烧时间是指在橡胶加工过程中由于热积累效应所消耗掉的焦烧时间,它取决于加工程度(如胶料返炼次数、热炼程度及压延、压出工艺条件等)。剩余焦烧时间是指胶料在模型中受热时保持流动性的时间。在操作焦烧时间和剩余焦烧时间之间没有固定界限,它随胶料操作和存放条件不同而变化,如果一个胶料经历的加工热历史越多,它占用的操作焦烧时间就越长(如图2-13中A1),则剩余焦烧时间就越短(如图2-13中A2),胶料在模型中流动时间就越少。因此一般的胶料都应避免经受反复多次的机械作用。
(2)热硫化时间
图2-13中的bc段为热硫化时间。此阶段中胶料进行着交联反应,逐渐生成网状结构,于是橡胶的弹性和拉伸强度急剧上升。此段时间的长短是衡量硫化速度快慢的尺度。从理论上讲,该时间越短越好。热硫化时间的长短,是由胶料配方和硫化温度所决定的。事实上,胶料在模型内的加热硫化的时间应等于剩余焦烧时间加上热硫化时间,即图2-13中所示的模型硫化时间B1。然而每批胶料的剩余焦烧时间会有所波动,因而每批胶料的热硫化时间也会有所波动,其波动范围则在B1和B2之间。
(3)硫化平坦期
为图2-13中的cd段。此时交联反应已趋于完成,反应速度已缓和下来,随之而发生交联键的重排、热裂解等反应,由于交联和热裂解反应的动态平衡,所以胶料的拉伸强度曲线出现平坦区。因为在此阶段中硫化胶保持有最佳的性能,因此成为工艺中取得产品质量的硫化阶段和选样正硫化时间的范围。平坦范围的宽度,可表明胶料热稳定性的好坏。而硫化平坦时间的长短也决定于胶料配方(主要是生胶品种以及硫化剂、促进剂和防老剂的品种和用量)。
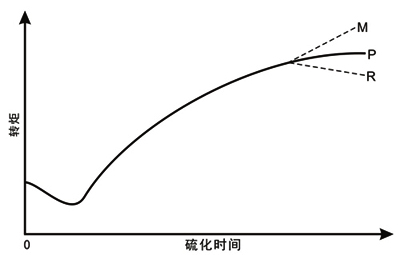
2-14 用硫化仪测定的硫化曲线
(4)过硫化期
图2-13中d以后的部分,相当于硫化反应中网状结构形成的后期,存在着交联的重排,但主要是交联键及链段的热裂解反应,因此胶料的力学性能显著下降。在硫化历程图中,从胶料开始加热起至出现平坦期止所经过的时间称为产品的硫化时间,也就是通常所说的“正硫化时间”,它等于焦烧时间和热硫化时间之和。但由于焦烧时间有一部分被操作过程盏所消耗,所以胶料在模型中加热的时间应为B1,即模型硫化时间,它等于剩余焦烧时间A2加上热硫化时间。然而每批胶料的剩余焦烧时间有所差别,其变动范围在A1和A2之间。另一种描述硫化历程的曲线是采用硫化仪测出的硫化曲线。形状和硫化历程图相似,是一种连续曲线,如图2-14所示。从图中可以直接计算各阶段所对应的时间。由硫化曲线可以看出,胶料硫化在过硫化阶段,可能出现三种形式;第一种曲线继续上升,如图中虚线M,这种状态是由于过硫化阶段中产生结构化作用所致,通常非硫黄硫化的丁苯橡胶、丁腈橡胶、氯丁橡胶和乙丙橡胶都可能出现这种现象;第二种情形是曲线保持较长平坦期,通常用硫黄硫化的丁苯橡胶、丁腈橡胶等都会出现这种现象;第三种是曲线下降,如图中虚线R所示,这是胶料在过硫化阶段发生网络裂解所致,例如天然橡胶的普通硫黄硫化体系就是一个明显的例子。
硫化曲线上的参数、硫化的各个阶段及它们之间的关系见图2-15。由图2-15可见,在硫化温度下,开始转矩下降,也就是黏度下降,到最低点后又开始上升,这表示硫化的开始,随着硫化的进行,转矩不断上升并达到最大值。
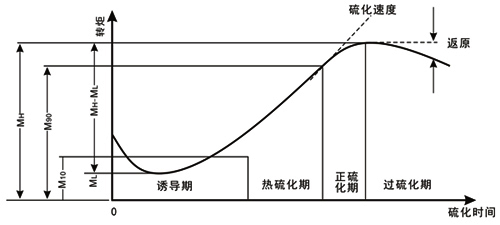
2-15 硫化曲线及其参数
图2-15中曲线上的各硫化阶段分别为诱导期、热硫化期、平坦硫化期、过硫化期,在硫化反应开始前,胶料必须有充分的迟延作用时间以便进行混炼、压延、压出、成型及模压时充满模型。一旦硫化开始,反应要迅速。因此,硫化诱导期对橡胶加工生产安全至关重要,是生产加工过程的一个基本参数。在热硫化阶段,橡胶与硫黄的交联反应迅速进行,曲线的斜率即硫化速率与交联键生成速度基本一致,并符合一级反应方程式。交联反应的动力学曲线,它与图2-13的热硫化段的硫化曲线相同。交联反应自一开始,交联密度近似直线增加,最后达最大值。从理论上,胶料达到最大交联密度时的硫化状态称为正硫化,它与图2-13中的对应点是硫化仪中的最大转矩MH。所以正硫化时间是指胶料达到最大交联密度时所需要时间。显然,由交联密度来确定正硫化是比较合理的,它是现代各种硫化测量技术的理论基础。
