
影响挤出变形的因素有哪些?
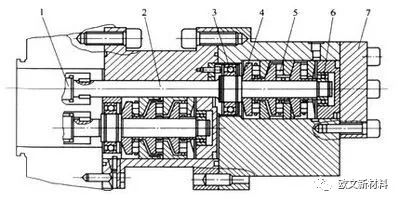
橡胶挤出机工作原理及结构示意图
①胶种和配方的影响
不同胶种具有不同的挤出变形,在通用型胶种中,丁苯橡胶、氯丁橡胶和丁基橡胶的挤出变形都大于顺丁橡胶和天然橡胶的挤出变形。胶料配方中含胶率越高,挤出变形越大。炭黑的结构性和用量增加,可以降低胶料的挤出变形。白色填料活性大的挤出变形较小。加入油膏、再生胶及其他润滑型软化剂,能增加胶料的流动性和松弛速度,使挤出变形减小。
不同胶种具有不同的挤出变形,在通用型胶种中,丁苯橡胶、氯丁橡胶和丁基橡胶的挤出变形都大于顺丁橡胶和天然橡胶的挤出变形。胶料配方中含胶率越高,挤出变形越大。炭黑的结构性和用量增加,可以降低胶料的挤出变形。白色填料活性大的挤出变形较小。加入油膏、再生胶及其他润滑型软化剂,能增加胶料的流动性和松弛速度,使挤出变形减小。
②工艺条件的影响
胶料的可塑性越高,弹性越小,胶料流动性越好,挤出变形较小;反之,则较大。因此,适当提高胶料可塑度,提高挤出前胶料热炼的均匀性,有利于降低挤出变形。但胶料可塑度不可太大,否则影响半成品的挺性和成品的物理机械性能。适当提高机头温度,可以增加胶料的流动性和松弛速度,也可以降低挤出变形。在挤出温度不变的条件下,挤出速度越快,胶料所受到的瞬时应力越大,挤出变形越大。口型厚度越薄,则胶料通过口型的时间越短,胶料的形变松弛越不充分,挤出变形越大。因此,对挤出变形较大的胶料,采取较慢的挤出速度,适当增加口型厚度,都有利于降低挤出变形。口型的类型不同,也影响着挤出收缩率,有芯型挤出比无芯型挤出的挤出变形要小。这是因为胶料的回复变形受到芯型的阻力作用之故。口型孔径尺寸相同时,形状复杂者,则挤出变形较小。此外,若将挤出半成品在带外力的条件下停放或适当提高停放温度,挤出变形也会减小。
胶料的可塑性越高,弹性越小,胶料流动性越好,挤出变形较小;反之,则较大。因此,适当提高胶料可塑度,提高挤出前胶料热炼的均匀性,有利于降低挤出变形。但胶料可塑度不可太大,否则影响半成品的挺性和成品的物理机械性能。适当提高机头温度,可以增加胶料的流动性和松弛速度,也可以降低挤出变形。在挤出温度不变的条件下,挤出速度越快,胶料所受到的瞬时应力越大,挤出变形越大。口型厚度越薄,则胶料通过口型的时间越短,胶料的形变松弛越不充分,挤出变形越大。因此,对挤出变形较大的胶料,采取较慢的挤出速度,适当增加口型厚度,都有利于降低挤出变形。口型的类型不同,也影响着挤出收缩率,有芯型挤出比无芯型挤出的挤出变形要小。这是因为胶料的回复变形受到芯型的阻力作用之故。口型孔径尺寸相同时,形状复杂者,则挤出变形较小。此外,若将挤出半成品在带外力的条件下停放或适当提高停放温度,挤出变形也会减小。
③半成品规格的影响
相同配方的胶料,由于半成品的规格形状不同,挤出变形也不一样。挤出半成品的尺寸越大,挤出变形越小。总之,影响挤出变形的因素较多,在实际生产中,可以从多方面着手,控制主要因素,兼顾次要因素,就能有效地降低挤出变形,获得准确的断面尺寸、稳定的半成品。
相同配方的胶料,由于半成品的规格形状不同,挤出变形也不一样。挤出半成品的尺寸越大,挤出变形越小。总之,影响挤出变形的因素较多,在实际生产中,可以从多方面着手,控制主要因素,兼顾次要因素,就能有效地降低挤出变形,获得准确的断面尺寸、稳定的半成品。
上一篇:挤出工艺条件是什么?
下一篇:什么是挤出?有何特点?
