
开炼机混炼工艺特点和过程是什么 ?
开炼机容易清洗,变更胶料灵活,适合于经常变更配方、小规模生产和实验室等场合,尤其适用于海绵胶、硬质胶等特殊胶料及某些生热量较大的合成橡胶(如高丙烯腈含量的硬丁腈橡胶)和彩色胶料的混炼。但开炼机混炼生产效率低、劳动强度大、环境卫生及安全性差、胶料质量不高。
开炼机混炼可分为包辊、吃粉和翻炼三个阶段 :
①包辊 混炼时,生胶在开炼机辊筒上可能出现四种情况如图3-3所示。第一种情况发生在辊温太低或橡胶较硬的条件下,橡胶停留在堆积胶处产生滑动,不能进入辊缝,或强制压入时只能成为碎块。第二种情况发生在橡胶呈高弹态,既有塑性流动,又有适当的高弹变形,胶料通过辊距后仅仅包覆在前辊筒上,有利于混炼操作和配合剂在胶料中的分散。第三种情况发生在温度过高、橡胶流动性增加、分子间力减小、弹性和强度降低的条件下, 此时胶片不能紧包辊筒而成袋囊状,出现脱辊或破裂现象,无法进行混炼操作。第四种情况发生在温度更高的情况下,橡胶由高弹态变为黏流态,弹性和强度几乎消失,胶料难以切割。所以,应该控制混炼的温度,使胶料处于第二种情况,利于混炼的进行。

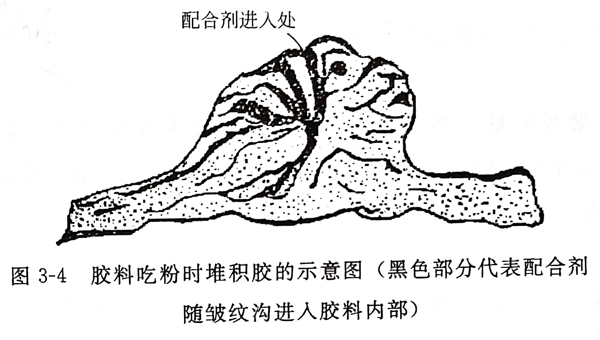
②吃粉 吃粉阶段是指将配合剂混入胶料的过程。橡胶包辊后,为了使配合剂尽快混入橡胶中,在辊缝上端应保留有一定的堆积胶。如图3-4所示, 当加入配合剂时,由于堆积胶的不断翻转和更替,便把配合剂带进堆积胶的皱纹沟中,并进而带入辊缝中。在吃粉过程中,堆积胶量必须适中。无堆积胶或堆积胶量过少时,一方面配合剂只靠后辊筒与橡胶间的剪切力擦入胶料中,不能深入胶料内部而影响分散效果;另一方面未被擦入橡胶中的粉状配合剂会被后辊筒挤压成片落入接料盘,如果是液体配合剂则会粘到后辊筒
上或落到接料盘上,造成混炼困难。若堆积胶过量,则有一部分胶料会在辊缝上端旋转打滚,不能进入辊缝,使配合剂不易混入。堆积胶量的多少常用接触角(或咬胶角)来衡定,接触角一般取值为32-45。
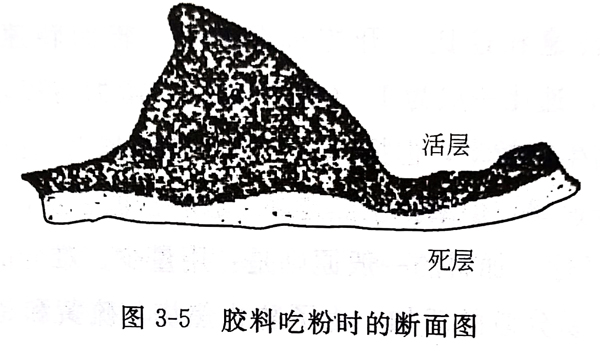
③翻炼 混炼的第三个阶段为翻炼。由于橡胶黏度大,混炼时胶料只沿着开炼机辊筒转动方向产生周向流动,而没有轴向流动,而且沿周向流动的橡胶也仅为层流,因此在胶片厚度约1/3处的紧贴前辊简表面的胶层不能产生流动而成为“死层”或“呆滞层”,如图3-5所示。此外,辊缝上部的堆积胶还会形成部分楔形“回流区”。以上原因都使胶料中的配合剂分散不均。因此,必须经多次翻炼,左右割刀,打卷或三角包,薄通等,才能破坏死层和回流区,使混炼均匀,确保质地均一。
上一篇:混炼前的准备工序有哪些?
下一篇:开炼机混炼影响因素是什么?
