
密炼机塑炼的影响因素是什么?
①温度 密炼机塑炼属高温塑炼,一般密炼机的塑炼温度为120℃以上,有的甚至可达到160℃,生胶在密炼机内受高温及剧烈的机械剪切作用,以高温氧化塑炼为主,在短时间内获得所需要的可塑度。随着塑炼温度的提高,胶料可塑度迅速增大,但温度过高会导致橡胶分子过度降解,使其物理机械性能下降。一般NR塑炼时的温度以不超过155℃为宜。SBR塑炼,温度应控制在155℃以下,避免产生凝胶。
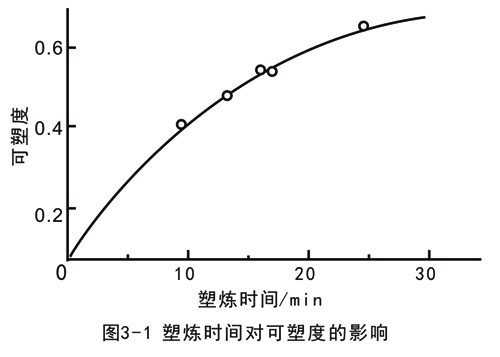
②时间 密炼机塑炼过程中,生胶的可塑性随塑炼时间的延长不断地增加。图3-2所示为在20rmin密炼机中塑炼时间对天然橡胶可塑性的影响。从图3-2中可以看出,在塑炼初期,可塑性随时间的延长而呈直线上升,但经过一定时间以后,可塑性的增长速度减缓。这是因为,随着塑炼时间的延长,密炼室中充满了大量的水蒸气和低分子挥发性气体,它们阻碍了橡胶与周围空气中氧的接触,使氧的浓度下降,从而使橡胶的氧化裂解反应减慢,随着塑炼过程的进行,可塑性的增长速度逐渐变缓。
③化学塑解剂 在密炼机高温塑炼条件下,使用化学塑解剂比在开炼机中更为有效,高温对化学塑解剂的效能具有促进作用,从而能进一步缩短塑炼时间,并能相应降低塑炼温度,使塑炼温度低于纯胶塑炼温度。
④装胶容量 密炼机塑炼时,必须首先合理确定装胶容量,各种规格密炼机的装胶容量一般为密炼室容积的48%~62%。容量过小,生胶会在密炼室中打滚,不能获得有效塑炼;容量过大会使生胶塑炼不均匀,排胶温度升高,设备因超负荷运转而易于损坏。
⑤上顶栓压力 密炼机塑炼时,上顶栓必须加压,以增加转子对胶料的剪切作用。压力过小,不能压紧胶料,但压力过大,又会造成设备负荷过大。上顶栓压力一般为0.5~0.8MPa。
上一篇:开炼机塑炼的影响因素是什么?
